

Related Articles
-

How To Use IP & NEMA Ratings To Choose The Right Sensor
-
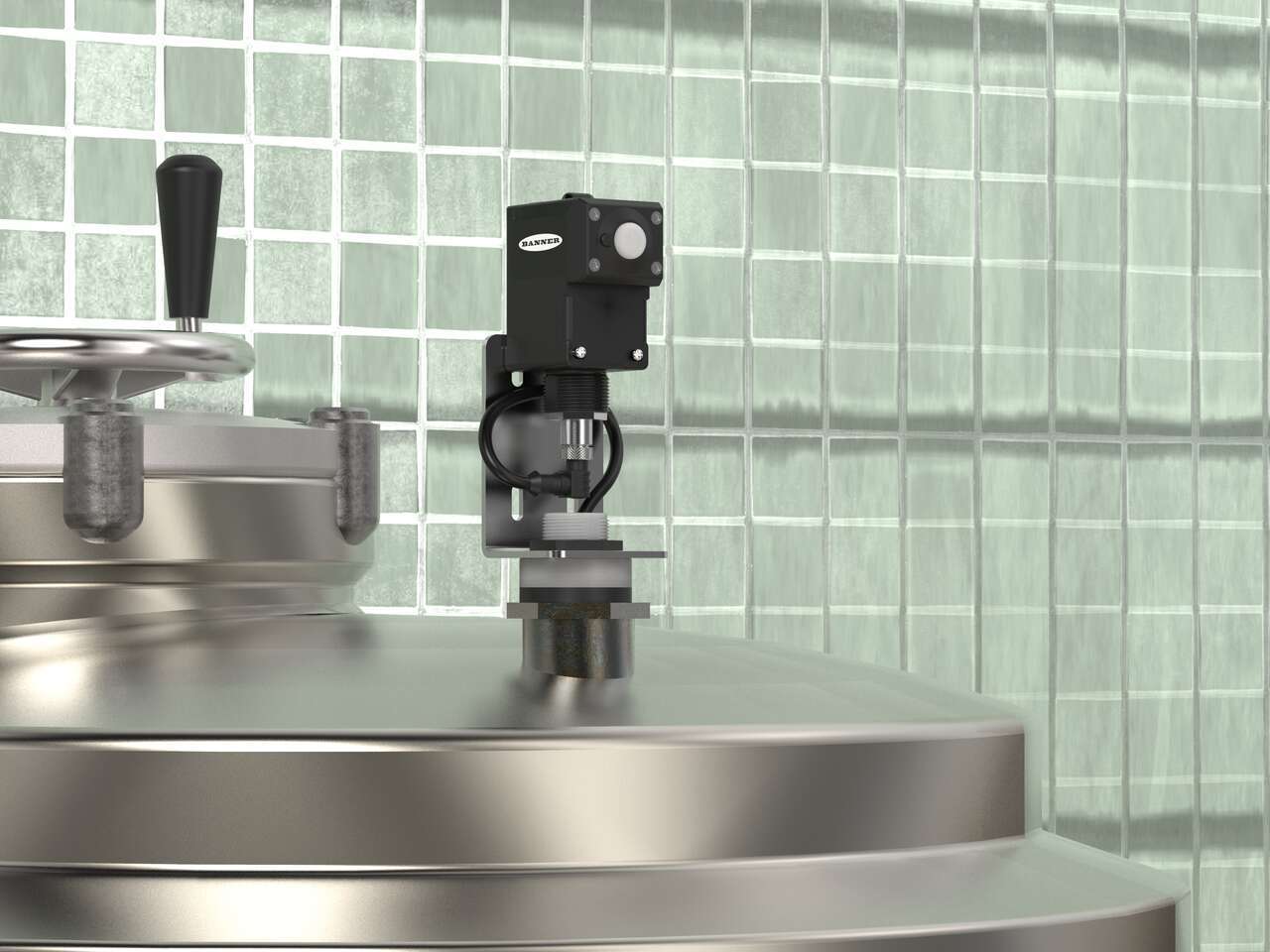
Tank Level Monitoring: 3 Benefits of a Wireless Solution
-
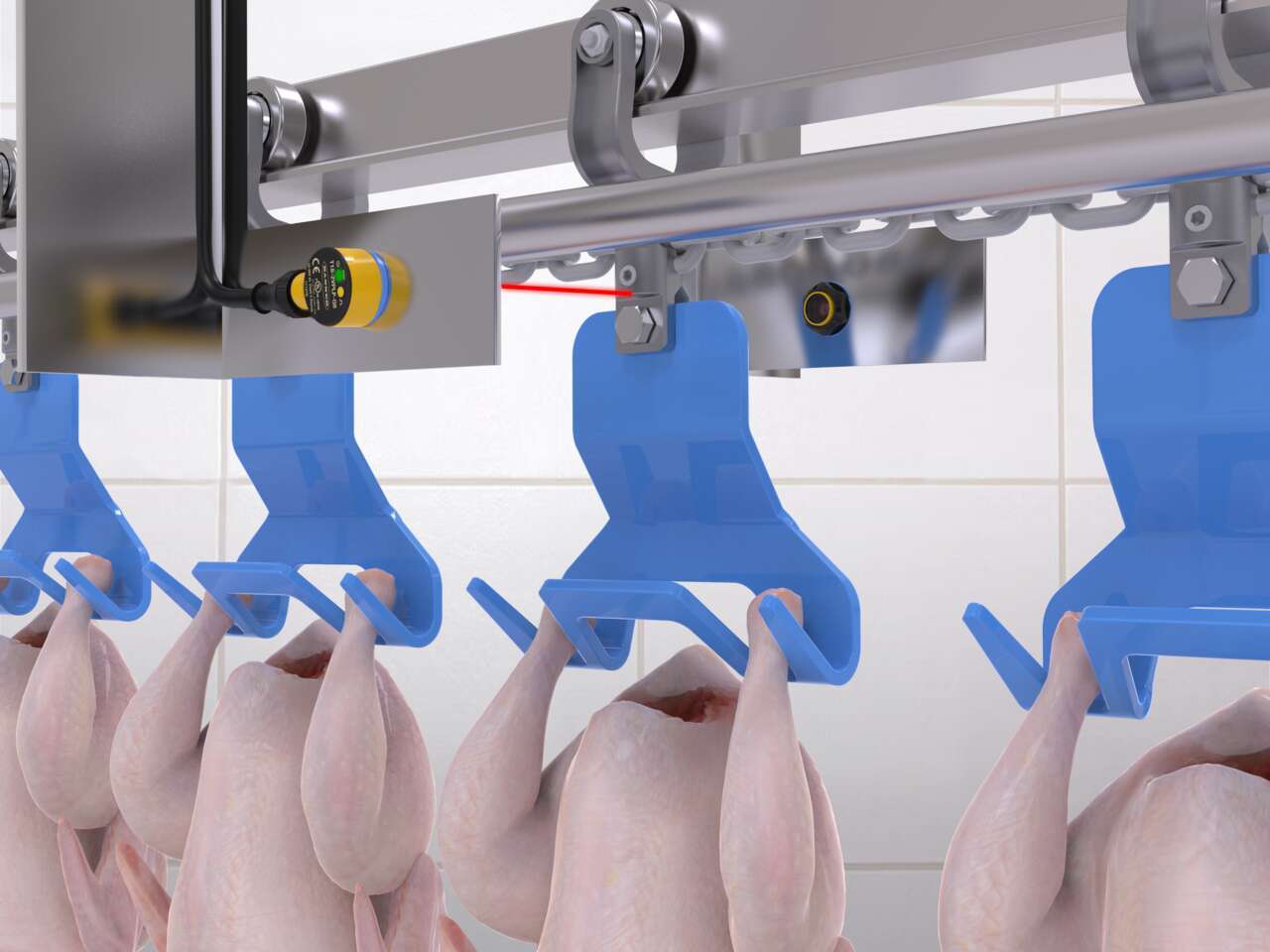
3 Food Safety Hazards & How to Choose Sensor Solutions
-
Tank Level Monitoring: Benefits of Wireless Solutions
-

How Remote Monitoring Improves Machine Maintenance
-
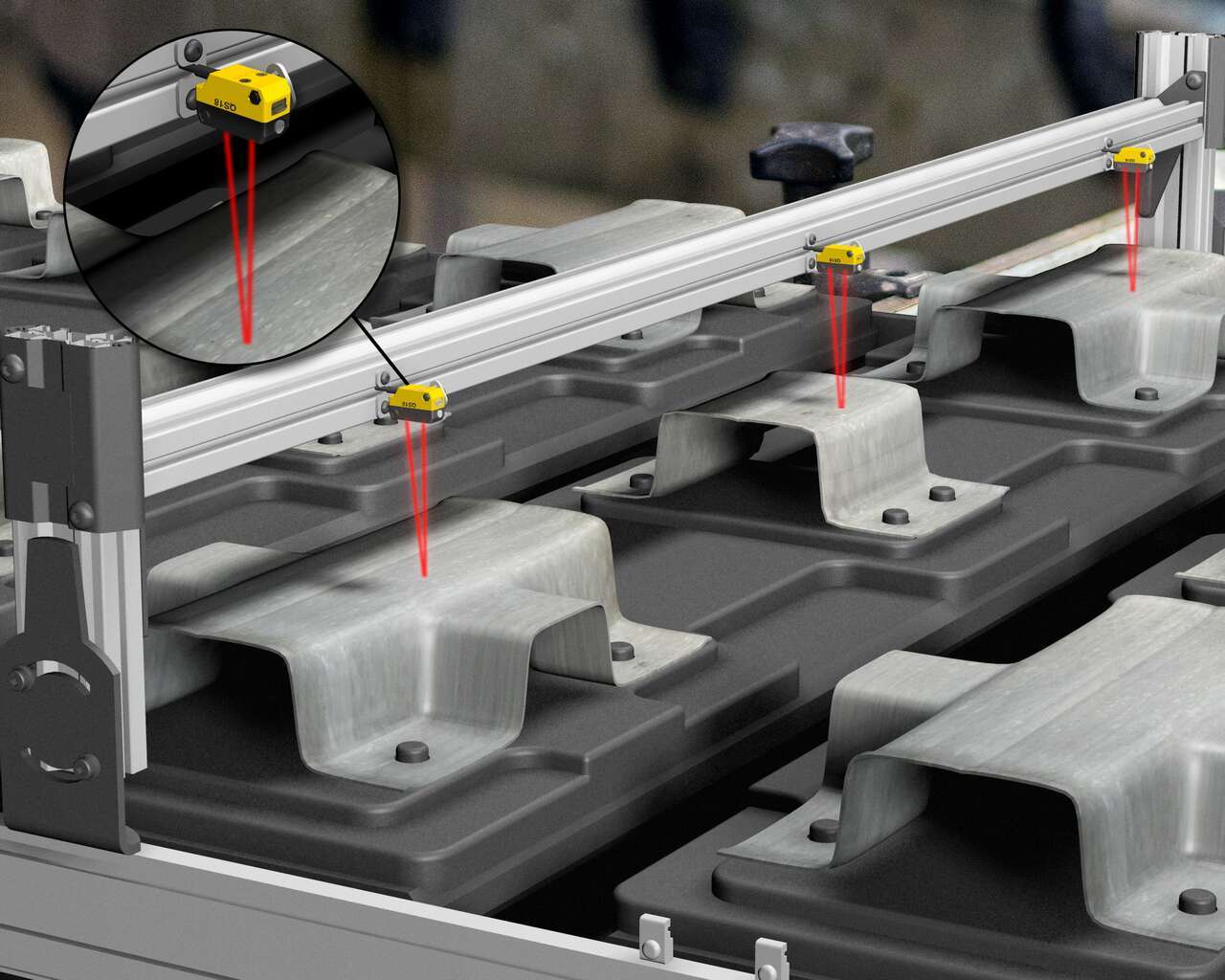
3 Photoelectric Sensing Modes and How to Choose
-
What is Excess Gain and How to Use It To Choose a Sensor
-

Smart Sensors: IO-Link for Remote Monitoring and OEE
-
Plastic or Glass Fiber Optics? How to Choose
-
Fiber Optic Sensing Technology: What It Is and How it Works
-
When to Use Fiber Optics for Photoelectric Sensing
-
3 Solutions for Semiconductor Wafer Presence Detection
-

How to Use an Infrared Photoelectric Sensor for Water-Based Liquid Detection
-

Luminescence Sensors: Answers to Frequently Asked Questions
-

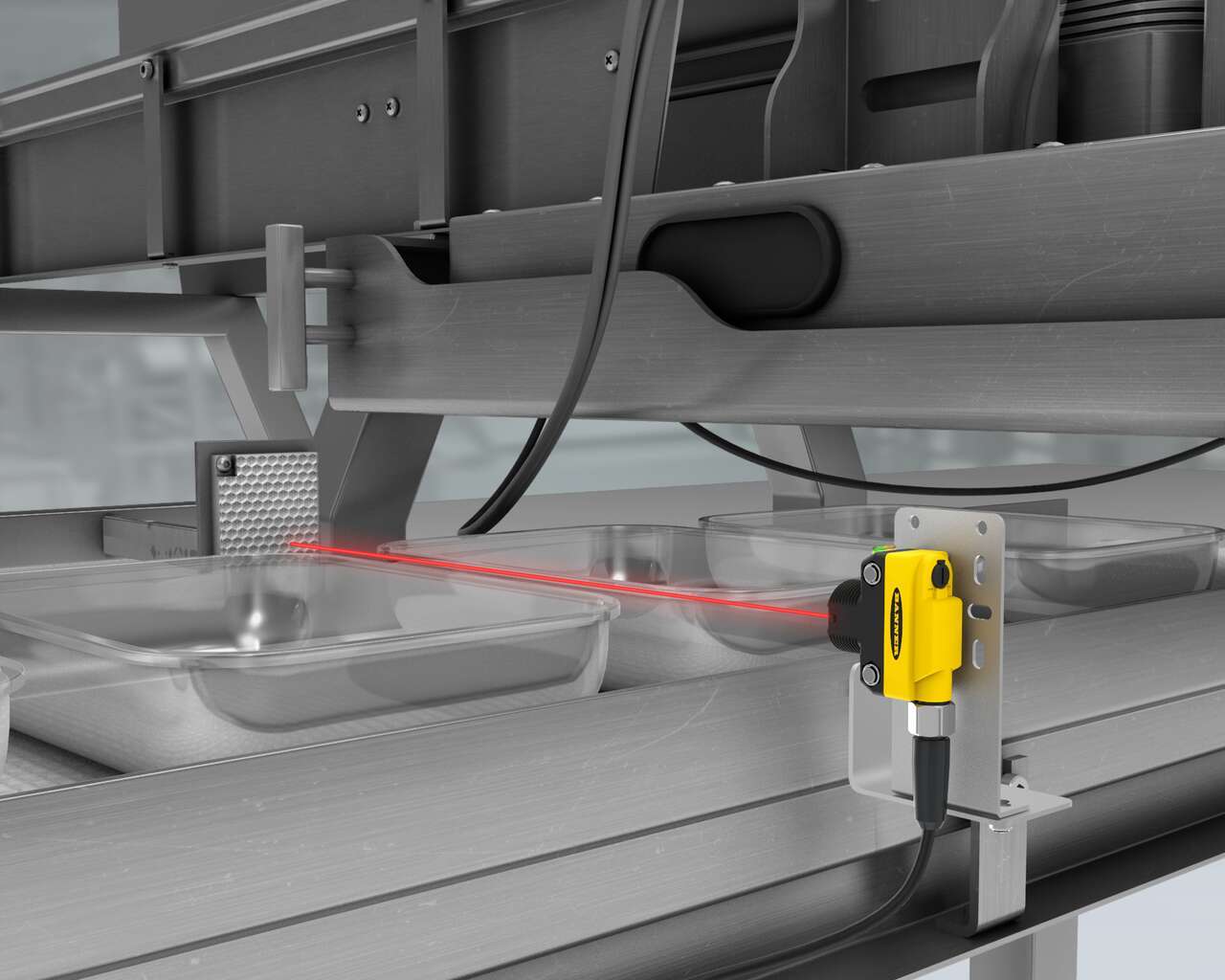
How to Choose the Best Sensor for Clear Object Detection
